एन 10305 1.4301, 1.4306, 1.4404, 1.4539 केशिका ट्यूब, सीमलेस / वेल्डेड, तेज सतह
स्टेनलेस स्टील सीमलेस पाइप और ट्यूब पहले से ही 10 से अधिक वर्षों के साथ YUHONG ग्रुप सौदे, हर साल स्टेनलेस स्टील सीमलेस पाइप और ट्यूब के 80000 टन से अधिक बेचते हैं। हमारे ग्राहक पहले ही 45 से अधिक देशों को कवर कर रहे हैं खनन, ऊर्जा, पेट्रोकेमिकल, केमिकल इंडस्ट्री, फूड प्लांट, पेपर प्लांट, गैस और फ्लुइड इंडस्ट्री आदि में हमारे स्टेनलेस स्टील सीमलेस पाइप और ट्यूब की चौड़ाई का इस्तेमाल किया गया है। एएनएसआई बी 16.10: बी 16.1 9 एसबी 5 एस, एसएपी 10 एस, एसएच 20, एसए 30, एसएएल 40 एस, एसएच 60, एसएच 80 एस, एक्सएस, एसएच 100, एसएपी 120, एसके 160, एक्सएक्सएस
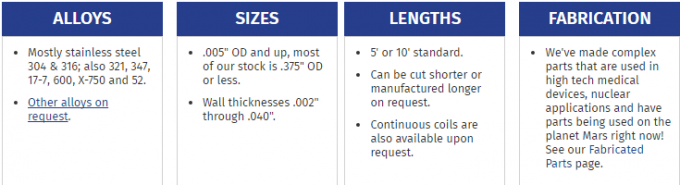
चिकित्सा टयूबिंग का उपयोग कर निर्मित है 304, 304 एल और 316 एल स्टेनलेस स्टील 304 स्टेनलेस स्टील में अपेक्षाकृत कम कार्बन सामग्री (0.08 प्रतिशत अधिकतम) है, और यह 302 स्टेनलेस स्टील से बेहतर जंग का विरोध करता है। इसका समकक्ष, 304 एल स्टेनलेस स्टील में कार्बन सामग्री (0.04 प्रतिशत अधिकतम) है, और समान संक्षारण प्रतिरोध प्रदान करता है। तथापि, 304 L भी वेल्डिंग के बाद intergranular जंग के लिए उच्च प्रतिरोध प्रदान करता है। 316L कभी-कभी चिकित्सा उपकरण में उपयोग किया जाता है और इसमें कम कार्बन सामग्री होती है 316 स्टेनलेस। 316L उन क्षेत्रों में उपयोग किया जाता है जहां बेहतर संक्षारण प्रतिरोध आवश्यक है
अर्थव्यवस्था के मामले में वेल्डेड और खींचा जाने वाला पसंदीदा टयूबिंग पसंद है, जो सबसे अधिक उदाहरणों में निर्बाध रूप से तुलना की जाती है। कई मांग आवेदक वीआईडी सुई द्वारा 85 वर्षों तक इस्तेमाल किए जाने वाले टिग वेल्डेड और प्लग (मैंडल) खींची गई विधि के लिए कॉल करते हैं!
मेडिकल उद्योग के लिए स्टेनलेस स्टील टयूबिंग का निर्माण
प्रक्रिया पर एक प्राइमर
मेडिकल उद्योग के लिए ट्यूब बनाने के लिए वेल्डिंग, सामग्री, और सतह की गुणवत्ता के लिए बहुत अधिक ध्यान देने की आवश्यकता होती है।
मेडिकल उद्योग के लिए टयूबिंग मुख्यतः 304 और 304 एल (कम कार्बन) वेल्डेड स्टेनलेस स्टील से उत्पन्न होती है। 304 स्टेनलेस स्टील अपेक्षाकृत कम कार्बन सामग्री (0.08 प्रतिशत अधिकतम) है, और यह 302 स्टेनलेस से बेहतर जंग का विरोध करता है।
इसके समकक्ष, 304 एल स्टेनलेस में कार्बन सामग्री (0.04 प्रतिशत अधिकतम) भी कम है और समान संक्षारण प्रतिरोध प्रदान करता है। हालांकि, 304 एल वेल्डिंग के बाद इंटरग्न्युलर जंग के लिए उच्च प्रतिरोध प्रदान करता है।
स्ट्रिप स्टॉक
मेडिकल टयूबिंग निर्माता के लिए प्रमुख चुनौतियों में से एक एक अच्छी गुणवत्ता वाली बढ़त की स्थिति के साथ स्ट्रिप स्टॉक को सुरक्षित करना है। टयूबिंग की दीवारें चिकित्सा बाजार में अपेक्षाकृत पतली होती हैं और परिणामस्वरूप संरेखण और बढ़त की स्थिति महत्वपूर्ण होती है।
वेल्ड मिल ऑपरेटरों को अच्छी तरह से सलाह दी जाती है कि सभी पट्टी के स्टॉक को साफ और संरक्षित रखा जाए। इसमें किनारों को दूषित होने से शरीर के तेलों को रोकने के लिए सावधान और उचित भंडारण और स्वच्छ कपास दस्ताने के साथ सभी स्टॉक को संभालना शामिल है।
निर्माता को पट्टी में झिलमिलाहट के साथ मिलकर काम करना चाहिए ताकि यह सुनिश्चित हो सके कि आने वाली पट्टी किनारे की आवश्यकताओं को पूरा करती है। अधिकांश मिलों में एक या दो स्ट्रिप आपूर्तिकर्ताओं के पास है जो मिल की आवश्यकताओं को पूरा करने वाली अच्छी गुणवत्ता वाला पट्टी प्रस्तुत करते हैं।
वेल्डिंग
निर्माता आमतौर पर चिकित्सा बाजार के लिए 304 और 304 एल स्टेनलेस स्टील की पट्टी वेल्डिंग के लिए तीन अलग-अलग तरीकों में से एक का उपयोग करते हैं।
पहला गैस टंगस्टन चाप वेल्डिंग (जीटीएडब्ल्यू) है। यह लोकप्रिय तरीकों का सबसे पुराना है और अभी भी व्यापक रूप से उपयोग किया जाता है। दूसरा, प्लाज्मा वेल्डिंग, जीटीएडब्ल्यू पर भिन्नता है। आखिरी, लेजर वेल्डिंग, आधुनिक तरीकों का सबसे नया है। इन वेल्ड विधियों में से प्रत्येक मूल डिजाइन में समान हैं, संबंधित वेल्ड सिर और बिजली आपूर्ति में आने वाले अंतर के साथ। प्रत्येक में विभिन्न शक्तियों और कमजोरियां भी होती हैं।
वेल्ड मिल प्रक्रिया चुनने पर विचार करने के लिए कुछ प्राथमिक वस्तुओं हैं:
1. आपरेशन की गति
2. इलेक्ट्रोड का रखरखाव।
3. उपयोग में आसानी।
4. वेल्ड हेड और बिजली आपूर्ति की लागत
वेल्ड सीम की अखंडता को सत्यापित करने के लिए अंतिम पंख पास के बाद अधिकांश वेल्ड मिल्स एडीआई चालू परीक्षण उपकरण का उपयोग करते हैं। कुछ सीम और वेल्ड हेड इलेक्ट्रोड के संरेखण को देखने के लिए वेल्ड सीम पर केंद्रित एक वीडियो कैमरा भी जोड़ते हैं। ये दो वेल्डिंग एड्स मिल से 20 से 30 फीट प्रति मिनट (एफपीएम) की गति पर वेल्ड सीम में विश्वास के काफी उच्च स्तर के साथ बड़े निरंतर कॉइल का निर्माण करने की अनुमति देते हैं।
आकार सीमा
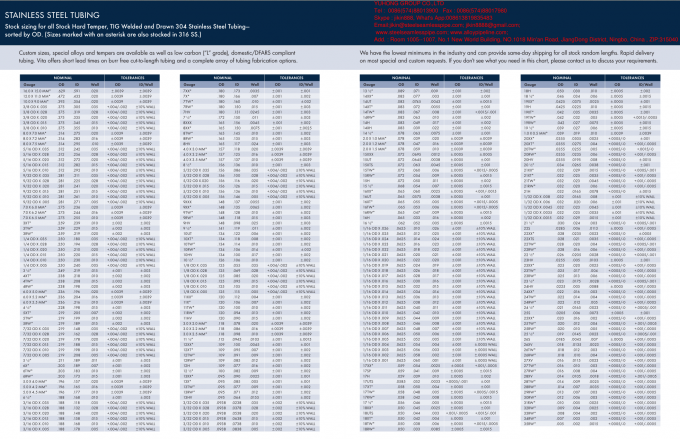
मेडिकल टयूबिंग के बहुमत एक गेज पैमाने पर किया जाता है जो संयुक्त राज्य अमेरिका की सैन्य जीजी-एन -196 विनिर्देश पर ढीला आधार पर होता है। आधुनिक आवश्यकताएं और प्रौद्योगिकी अग्रिम ने इस पैमाने का बहुत विस्तार किया है। अलग-अलग दीवारों (0.015 से 0.0015 इंच) के साथ 6 (0.203 इंच) से 36 (0.004 इंच) की वृद्धिशील गेज अब आम तौर पर मानक के रूप में स्वीकार किए जाते हैं।
तीन मूल उत्पाद
प्रोड्यूसर्स मूल उपकरण निर्माताओं (ओईएम) और वितरकों को तीन प्रकार के टयूबिंग-वेल्डेड के साथ आपूर्ति करते हैं, जिसके बाद कई सिंक (बिना व्यास (आईडी) प्लग या मण्डल के बिना कटौती) समाप्त हो जाती है; वेल्डेड, प्लग-इन, या मेनालल-खींचा (वेल्ड को चिकनी बनाने और दीवार की मोटाई सेट करने के लिए), कई सिंक के साथ समाप्त करने के लिए; और वेल्डेड कई प्लग या खराद का पीछा करने के लिए खींचता है। इनमें से प्रत्येक पद्धति एक ध्वनि उत्पाद का उत्पादन करती है, और प्रत्येक उत्पाद के पास एक विशिष्ट क्षेत्र का अनुप्रयोग होता है।
कुछ ट्यूब उत्पादक सभी तीन प्रकार के उत्पादों की पेशकश करते हैं जबकि अन्य एक या दो में विशेषज्ञ होते हैं वे चिकित्सा OEMs को विभिन्न प्रकार के वेल्ड तेजी और सतह के खत्म गुण और सहनशीलता प्रदान करते हैं, साथ ही अलग-अलग लागत भी।
वेल्डेड और सिंक द्वारा समाप्त । वेल्डेड और फिनिश-डूबने वाले टयूबिंग में पट्टी का स्टॉक तैयार होता है और इच्छित दीवार आकार के बगल में या बहुत करीब होता है। वेल्डेड ट्यूब के वांछित ओडी समाप्त होने पर ट्यूब को डूबकर पहुंचा जा सकता है।
डूबने की प्रक्रिया ओडी पर ट्यूब को चिकनाई करके मरने के द्वारा खींचती है। वांछित ओडी प्राप्त होने तक इस प्रक्रिया को धीरे-धीरे छोटे मरने के साथ दोहराया जाता है। इस प्रक्रिया में किसी भी मध्यवर्ती एनीलिंग की आवश्यकता नहीं होती है और इसके परिणामस्वरूप टयूबिंग को कुशलतापूर्वक और सस्ते में उत्पन्न कर सकते हैं हालांकि, इस प्रक्रिया में, उच्च कठोर परिश्रम को प्राप्त करने की क्षमता को आम तौर पर बाधित किया जाता है क्योंकि प्रक्रिया में दीवार को कम करने की कमी के कारण ठंडा काम की मात्रा सीमित है।
प्रक्रिया को मध्यवर्ती एनीलिंग की आवश्यकता नहीं है, इसलिए वेल्ड जोन बरकरार है और एकजुट नहीं करता है। नतीजतन, वेल्ड ज़ोन बना रहता है और बेस मेटल में एकीकृत नहीं होता है। आईडी खराद का कोई टुकड़ा बिना ट्यूब को कम करना या प्लग ट्यूब की आईडी पर किसी न किसी सतह को रेखांकित करता है। यदि कई सिंक द्वारा समाप्त एक ट्यूब एक अनुप्रस्थ अनुभाग का पर्दाफाश करने के लिए कट जाता है, घुड़सवार, पॉलिश किया जाता है और फिर आईडी पर एक माइक्रोस्कोप, गंभीर चोटियों और घाटियों के माध्यम से देखा जाता दिखाई देता है।
इस प्रक्रिया के कारण आईडी दीवार पर चोटियों ने आईडी को अच्छी तरह से साफ करना मुश्किल बना दिया क्योंकि गंदगी और दूषित पदार्थ चोटियों की घाटियों में जमा कर सकते हैं। इन चोटियों ने भी आईडी को अनियमित बना दिया है और लगातार आईडी आकार को मापने में कठिनाई पैदा कर सकती है।
इस प्रकार की ट्यूब आम तौर पर एक मूल इंजेक्शन डिवाइस के रूप में मूल चमड़े के नीचे की सुई अनुप्रयोगों के लिए प्रयोग किया जाता है। आईडी की अनियमित स्थिति के कारण, इस ट्यूब का उपयोग आम तौर पर उन प्रक्रियाओं के लिए नहीं किया जाता है जो आईडी के माध्यम से स्टाइल, वायर या ट्यूब पास करने की क्षमता की आवश्यकता होती है। इसके अलावा, इस पद्धति का उपयोग आम तौर पर रक्त को खून करने के लिए नहीं किया जाता है क्योंकि किसी न किसी आईडी से खून का निर्माण और जोड़ना, धीमा हो सकता है या अंत में रक्त प्रवाह रोक सकता है। अंतिम, वेल्ड जोन में गैर सजातीय अनाज संरचना पर गंभीर ठंड का काम करने के कारण, ट्यूब एक निर्माण प्रक्रिया के दौरान विफल हो सकती है जिसे समाप्त ट्यूब पर किया जा सकता है।
वेल्डेड, प्लग-इन, या मैंडेल-ड्रावॉन का पालन करने के लिए सिंक टू फिनिश । वेल्डेड, प्लग-इन या मेनालल-खींचा के साथ सिंक-टू-फिन टयूबिंग के बाद, पट्टी के शेयर को वेल्डेड और टयूबिंग के साथ बनाया जाता है, जो कि केवल डूबता है, लेकिन प्रारंभिक दीवार का आकार वांछित खत्म दीवार आकार से बड़ा है।
ओडी और आईडी लूब्रिकेट किए जाते हैं, और आईडी प्लग या मंडाल डाला जाता है, और ट्यूब को मरने के माध्यम से खींचा जाता है कटौती की मात्रा पर निर्भर करते हुए, इस प्रक्रिया को धीरे-धीरे छोटे मरने और आईडी प्लग या मंडल का उपयोग करके दोहराया जा सकता है जब तक कि एक कड़ी मेहनत दर नहीं होती है जिसके लिए मध्यवर्ती एनील की आवश्यकता होती है। एनीलिंग के बाद, यह प्रक्रिया आईडी प्लग या मैनालल के साथ जारी रख सकती है या यह पहले सिग्नल के अनुसार सिंक प्रक्रिया पर स्विच कर सकता है।
उत्पाद तब वांछित पूर्ण आकार के लिए सिंक के साथ समाप्त होता है। आईडी प्लग या मैंडल और इंटरमीडिएट एनील के अलावा उत्पाद की कीमतें बढ़ जाती हैं, और उत्पाद क्षमता में कमी के कारण तम्बू। चूंकि इस प्रक्रिया में केवल एक मध्यवर्ती एनील है, वेल्ड ज़ोन, जब होमोजीनाइज्ड, अभी भी दृश्यमान है।
उच्च कार्य-सख्त दरों को इस प्रक्रिया के कारण अधिक आसानी से प्राप्त किया जाता है क्योंकि कमी के लिए आवश्यक ठंड काम की वजह से। आयडी और ओडी दोनों की सतह की गुणवत्ता की गुणवत्ता आईडी प्लग या मैनेरल की कमी के कारण आईडी दीवार का समर्थन करते हुए उच्च होती है। इसके अलावा, आईडी की सफाई लगभग कोई समस्या नहीं है, आईडी का आकार संगत है, और ट्यूब डूबने की विधि द्वारा समाप्त हुई ट्यूब की तुलना में सख्त असर रख सकता है।
एक सूक्ष्मदर्शी के माध्यम से इस ट्यूब का अनुप्रस्थ दृश्य कम आईडी दीवार विरूपण और एक चिकनी रूप दिखाता है। यह ट्यूब आम तौर पर उन अनुप्रयोगों में उपयोग किया जाता है जिनके लिए तंग सहिष्णुता के साथ उच्च गुणवत्ता वाले ट्यूब की आवश्यकता होती है। यह आमतौर पर एक इंजेक्शन डिवाइस के रूप में उपयोग नहीं किया जाता है
वेल्डेड और प्लग- या मैन्डेल-ड्रेन टू फिनिश । वेल्डेड और प्लग-इन या खराद का टुकड़ा-तैयार-टू-फिनिश टयूबिंग के निर्माण में, स्ट्रिप स्टॉक का गठन किया जाता है और अन्य विधियों के साथ वेल्डेड किया जाता है, और प्रारंभिक दीवार और ओडी वांछित पूर्ण आकार से बड़ा है।
ओडी और आईडी लूब्रिकेट किए जाने के बाद और एक आईडी प्लग या मंडाल डाला जाता है, ट्यूब को मरने के बाद खींच लिया जाता है कमी की मात्रा और वांछित फिनिश साइज कठोरता की आवश्यकता के आधार पर, इस प्रक्रिया को धीरे-धीरे छोटे मरने और आईडी प्लग या मेन्डरल के साथ दोहराया जाता है जब तक कड़ी मेहनत के लिए मध्यवर्ती एनील की आवश्यकता नहीं होती है। एनीलिंग के बाद, प्रक्रिया फिर से शुरू हो सकती है जब तक वांछित पूर्ण आकार हासिल नहीं किया जाता है।
उत्पाद को एक आईडी प्लग या खरोंच के साथ शुरू से खत्म करने के लिए तैयार किया गया है। यह, कम से कम दो इंटरमीडिएट एनेल्स के साथ संयोजन में, वेल्ड जोन बेस धातु में पूरी तरह से एकजुट करने की अनुमति देता है। बहुत सख्त ओडी और आईडी सहिष्णुता रखने के साथ-साथ ID सफाई भी इस उत्पादों की प्रमुख विशेषताएं हैं। सूक्ष्मदर्शी के माध्यम से तैयार-टू-पूर्ण ट्यूब का अनुरुप दृश्य एक चिकनी आईडी दीवार और कोई भी दृश्य वेल्ड ज़ोन नहीं दिखाता है।
इस उत्पाद के लिए कुछ उपयोग में रक्त दाता सुई शामिल हैं, जिन उत्पादों के लिए तंग सहिष्णुता और श्रेष्ठ सतह की आवश्यकता होती है, और उत्पादों को आईडी के माध्यम से अन्य उपकरणों को पार करने की आवश्यकता होती है।
यह सुनिश्चित करने के लिए, सभी स्टेनलेस स्टील टयूबिंग एक ही विशिष्टताओं के लिए निर्मित नहीं है। मेडिकल डिवाइस OEM और वितरकों के पास विभिन्न प्रकार के उत्पादों और उत्पाद गुण होते हैं, जब चिकित्सा बाजार के लिए स्टेनलेस स्टील टयूबिंग के आदेश देते हैं। सबसे महत्वपूर्ण, और OEM या वितरक को उचित उत्पाद का आदेश दिया जाता है यह सुनिश्चित करने के लिए ट्यूब के इच्छित उपयोग की अच्छी समझ होनी चाहिए।